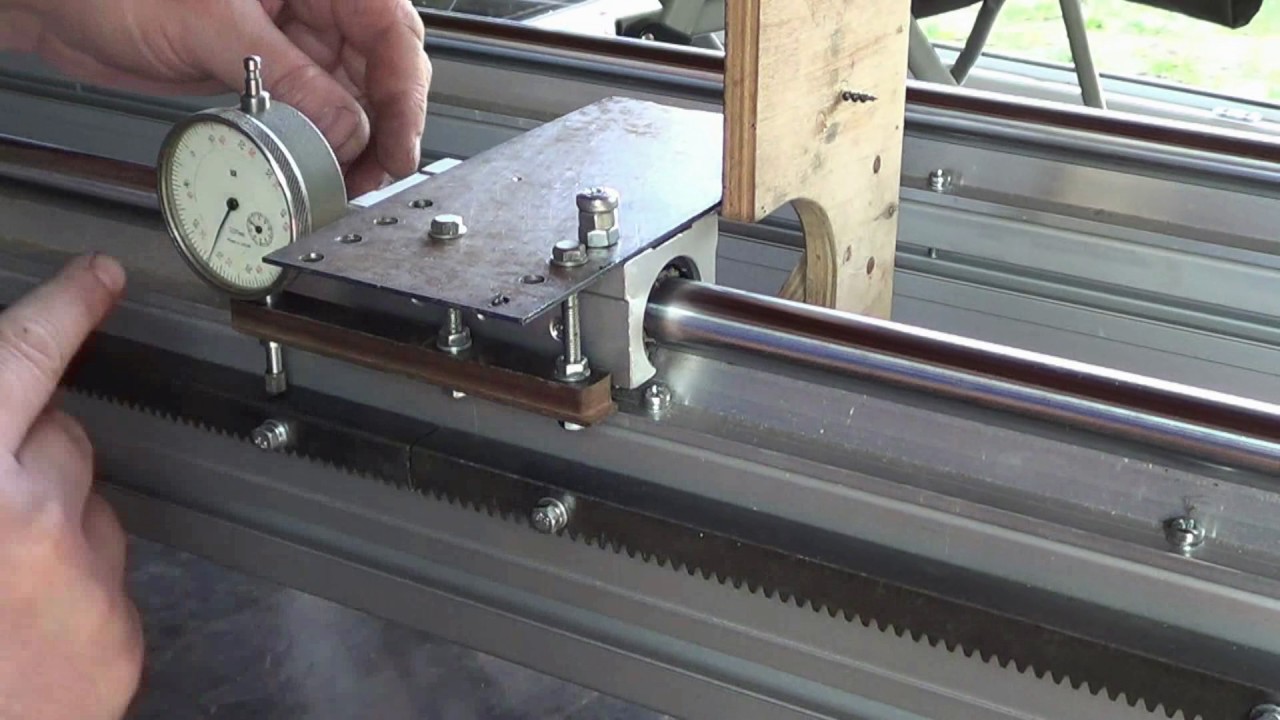
Разберемся в том, что такое зубчатая рейка 1 5 от знатоков СибСталь: Делаем станок ЧПУ плазмы , монтаж зубчатой рейки мод.1,5 на профиль. ✓Заказать THC и другие комплектующие для ….
профессионально работаем с металлом
Разберемся в том, что такое зубчатая рейка 1 5 от знатоков СибСталь: Делаем станок ЧПУ плазмы , монтаж зубчатой рейки мод.1,5 на профиль. ✓Заказать THC и другие комплектующие для ….
Как по мне ставьте демпфирующую пружину и забивайте на эти микроны, не запчасти же на этом станке для космических двигателей летать, а наверняка дерево или что то подобное обрабатывать, где точность кардинальной роли не играет ! Мир не идеальная штука, везде компромиссы!
Итог один — абсолютно бесполезная трата времени
что мне не понравилось. индикатор на одном рельсе, поджатие струбциной за рельс, и судя по тому что вся рейка искривлена в местах сверловки виноваты не китайца сверловщик. не удивлюсь если эти провалы повторятся при шаге 100.
Метровые направляющие сколько стоит
Да зачем это всё ровнять, если профиль алюминиевый кривой и ровным быть не может. Покупали 80х80 3 метра у всех 4х отрезков арка 1-1,5 мм. И рейку лучше мерять не по обратной стороне, а по стороне зубьев
через неделю всё что ты делаешь на аллюминие по пизде пойдёт это не чугун ) не страдай хуйнёй наделай их много и продай
хуйней страдаешь
Это извращенное излишество. Просто зубчатые шестеренки прижимаются методом пружин и всё. Разумная погрешность будет на любом координатном станке 0,2 — 0,5 мм. Если вы на этом станке планируете делать точные приборы для космической отрасли, то ваш станок просто должен быть покупным ляма за 2 не русских денег. И там будут допуски и погрешности. Но и это не всё, — при интенсивном использовании станка, при больших температурах, — сам станок (ось Y)? — а точнее каркас станка со временем поведет, немного, но поведет (это из практики).
В любом месте видео одно и то же. " Тут 72, а тут провал…"
А нахрена ???? ..мотор на пружине — все искривления нивелируются.
для чего все это делать? Такая точность вам точно не понадобится, тем более на плазме
ЛАЙК И ПОДПИСЬ ЗА ТРУД!! ПЛАНИРУЮ ТОЖЕ СОБРАТЬ СЕБЕ МОЖНО ПО ПОДРОБНЕЕ СПИСОК ВСЕГО ,ЧТО НАДО ДЛЯ СБОРКИ СПАСИБО И УДАЧИ! ЕСЛИ НЕ СЛОЖНО СЮДА titaniumworld@ukr.net
Нужно иметь в виду: вы измеряетесь от обратной стороны рейки. Не факт, что образующая самих зубцов имеет такие же колебания. Грубо говоря, кривоватые направляющие зажаты пакетом в тисах с бпзтвованием на несколько точек, затем профрезерованы зубцы. В таком случае, сам прлфиль будет иметь точность фрезерования, а тыльная поверхность останется кривой, и ее кривизна не будет иметь никакой корреляции с отфрезерованным профилем. Может попробовать выставляться от установленного мотора с шестерней?
Почему то кажется что такая картина возникает из-за того что засверливание рейки и направляющей насквозь осуществляено не перпендикулярно. Как избавиться-рассверлить отверстие в рейке сверлом(лучше развернуть разверткой) на 0.5 мм больше диаметра крепящего болта, попробуй на 2-х, 3-х отверстиях, будет не трудно отпиши о результатах, спасибо.
Привет, ну и почему так, а? Крутить и выравнивать можно, с какого перепуга то бугор то яма, а?
У тебя не точные показатели индикатора, сделай каретку на обе рельсы, а не через маятниковый упор.
тоже не понял нафиг рейку ровнять? направляющую надо в ноль стараться вывести
Да это бесполезно все эти рейки идут волной. У меня ребята занимаются станками 11 лет и за всё время им не поподалась не одна нормальная Китайская рейка.
Это неправильно, этими действиями Вы выравниваете параллель. Задняя часть рейки это не рабочая плоскасть.
это уже фетишизм результат более чем достойный
Для чпу ПЛАЗМА сотые доли миллиметра пофиг один хрен источник все похерит
дура ты почиму по зубям не ровняеш тамж шестерня ходить??
мотор надо ставить подпружиненный! такое нормально…. а кто рейку сверлил?
Мой Дорогой Друг !!!
А разве Ты не знал …, что все импортные станки для России имеют самый низший класс ???!!!
Надеюсь , что Ты убедишся в этом на примере импортных подшипников !
законы физики не кто не отменял!…. расширение и сжатие материалов необходимо учитывать! Вот и бугры между точками крепления (фиксации)!
Рейка не шлифованная и сторона рейки по которой делаете замер не рабочая, по зубцам не меряли ???
я извиняюсь а может кривое это там фанера косается ??
Тут в видео много факторов, которые внушают дилемму… 1. сам индикатор на каретке вокруг цилиндрической рельсы не внушает доверия…ведь рычаги в обе стороны упираются в нечто неопределенной ровности. Болты направляющих повлияли ведь на алюминиевый профиль…может это они как раз дают волну. 2 Когда Вы струбциной натягиваете на удалении и фиксируете болтом по индикатору, как я допускаю, может создаваться деформация через ось прикрученного болта, как коромысло… Может ошибаюсь
А про "правильную" установку в паз профиля слышали? Между закладной гайкой и рельсом есть зазор. Болт в этом зазоре будет работать не на растяжение, как положено, и даже не на чистый срез, а на излом. Что, конечно, плохо. Рельс при этом держится только за счет трения. Нагрузка не распределена по пазу в профиле, а сконцентрирована в районе болтов. (цитата). Грубо говоря… Если взять 2 пластины, закрепленные друг от друга на определенном расстоянии и стягивать их шпилькой… Пластины начнут прогибаться. Что в данном варианте происходит у Вас. А выход такой — Между рельсом и закладной гайкой должен быть проставок, а лучше фрезерованная, которая одной частью вставляется в паз(высота этой части задается расстояние между закладной и поверхностью профиля, минус пару десяток). А на другую поверхность устанавливается планка или рельс( лучше с буртиком — смотри инструкцию по правильной установке рельс на сайте производителя (допустим hiwin)).