Как производится оборудование участка сварки от знатоков СибСталь: Переходим к 4 индикатору на циклограмме регулировки сварочных параметров.
При включении сварочного аппарата, сварщику изначально доступна функция регулировки тока сварки. По цифре в названии аппарата (в нашем случае — это 3003) можно определить максимальный сварочный ток.
Одним из важнейших параметров регулировки сварочного аппарата является участок 5 — время снижения тока или заварки кратера.
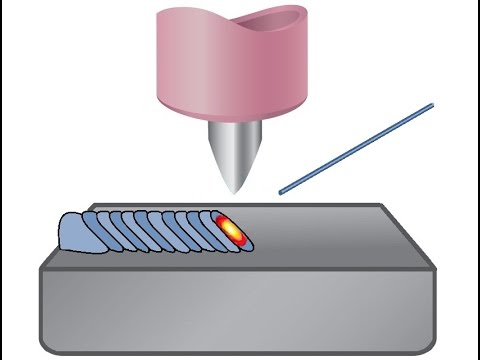
Кратер — это финальный участок сварочного шва длиной от 5 до 10 мм, толщина или высота которого плавно уменьшается до 0.
С точки зрения прочности необходимо обеспечить одинаковую высоту валика на всей длине сварочного шва.
Для этого в сварочном аппарате предусмотрен режим плавного уменьшения величины тока.
Вы только что видели процесс сварки алюминия.
На аппарате выбираем с помощъю кнопок со стрелками участок 5 и задаем время в секундах. Обычно время заварки кратера выставляется в пределах 2-5 секунд.
Переходим к последнему, 6 участку циклограммы — время выхода газа после окончания сварки (прерывания сварочной дуги).
На аппарате выбираем индикатор 6 и задаем время выхода газа от 1 до 30 секунд с шагом 1 секунда. Нам нужно обеспечить достаточное время выхода защитного газа, чтобы горячий электрод и финальный участок шва охлаждались в среде инертного газа. Поэтому не спешите поднимать горелку сразу после прерывания сварочной дуги.
Информацию по различным способам сварки и пайки, по сварочным материалам и ГОСТам вы можете найти на сайте .